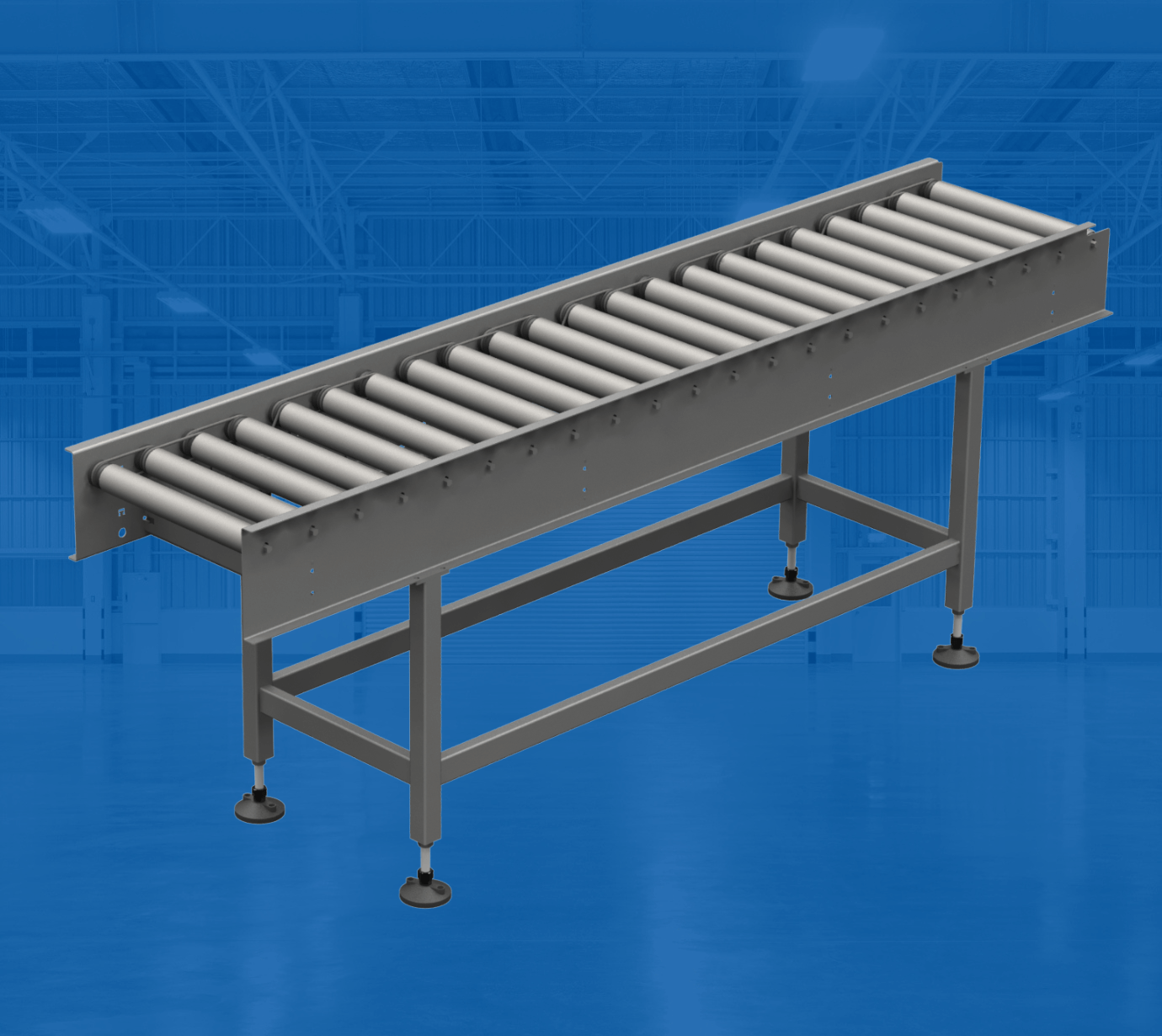
Our roller conveyors provide a robust and versatile solution for material handling, enabling the smooth and efficient transport of products in various sizes and weights. With their sturdy construction and low friction design, these conveyors ensure reliable performance and are ideal for both standalone and integrated applications.
Roller conveyors offer advantages such as easy maintenance, high load-carrying capacity, and the ability to handle various product shapes and sizes. They are widely utilized in industries such as warehousing, distribution, manufacturing, and logistics, providing efficient and reliable material handling solutions.
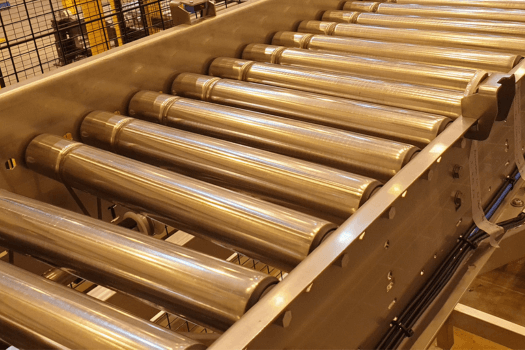
Robust roller construction for heavy-duty applications
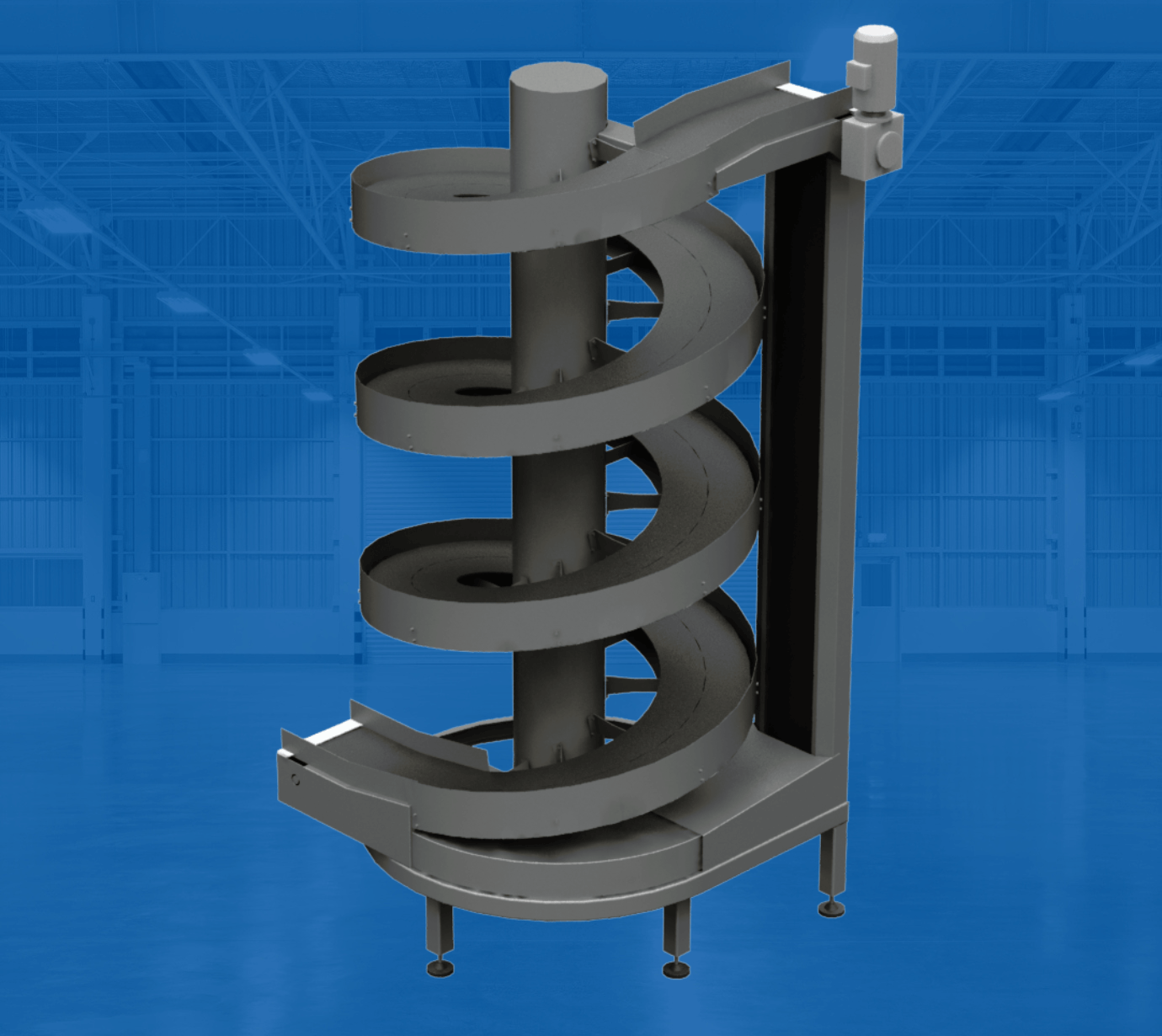
Flexibility in shapes – straight, inclines, declines and bend
Smooth and quiet operation
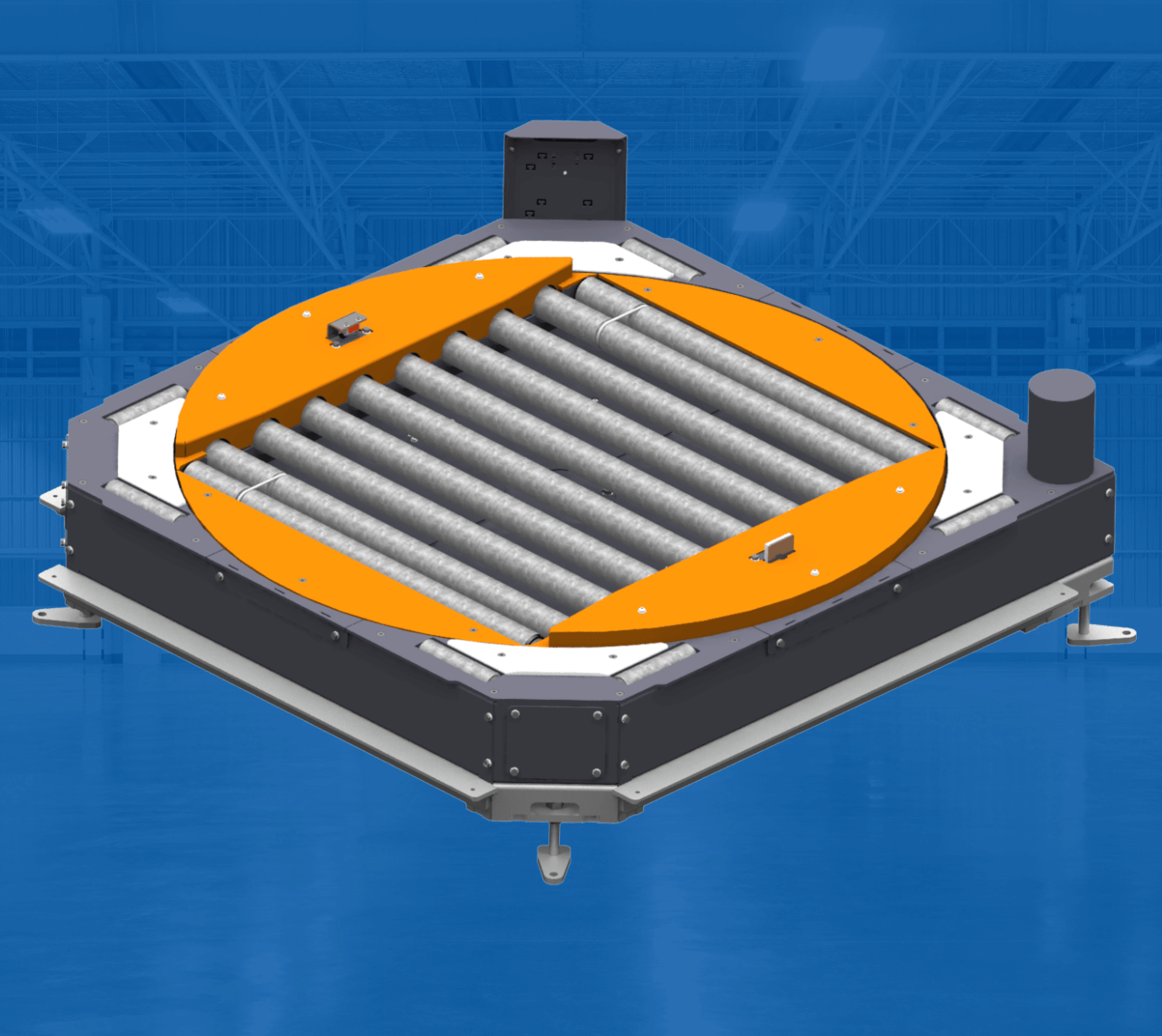
Various roller types for different product handling needs
Easy integration with existing conveyor systems
Options for gravity or powered roller conveyors
Rollers can be lagged with rubber for better traction and to help prevent slippage
Zero Pressure Accumulation (ZPA): One of the fundamental advantages of roller conveyor is its capability to accumulate products without physical contact, a feature known as Zero Pressure Accumulation (ZPA). The video showcases empty boxes moving within a ZPA system. Utilizing Modular Driven Roller (MDR) sections, this conveyor system operates with a series of accumulation zones. As each box advances forward, creating an empty space in the accumulation zone, subsequent boxes shift to occupy that space, ensuring a continuous and efficient flow.
See more Roller Conveyors below:
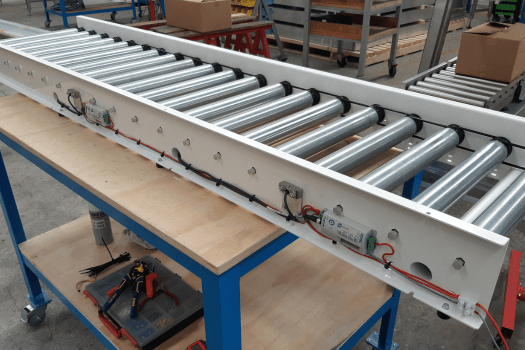
Modular Driven Roller (MDR)Conveyor: MDR conveyors employ DC drive motors connected to slave rollers in series. These conveyors are designed with a focus on safety, as they use low torque and minimize the risk of entrapment or injury. The slave rollers are driven by the DC motors, allowing for controlled and synchronized movement of the conveyed items. MDR conveyors are commonly used in applications where safety and precise control of product flow are crucial.
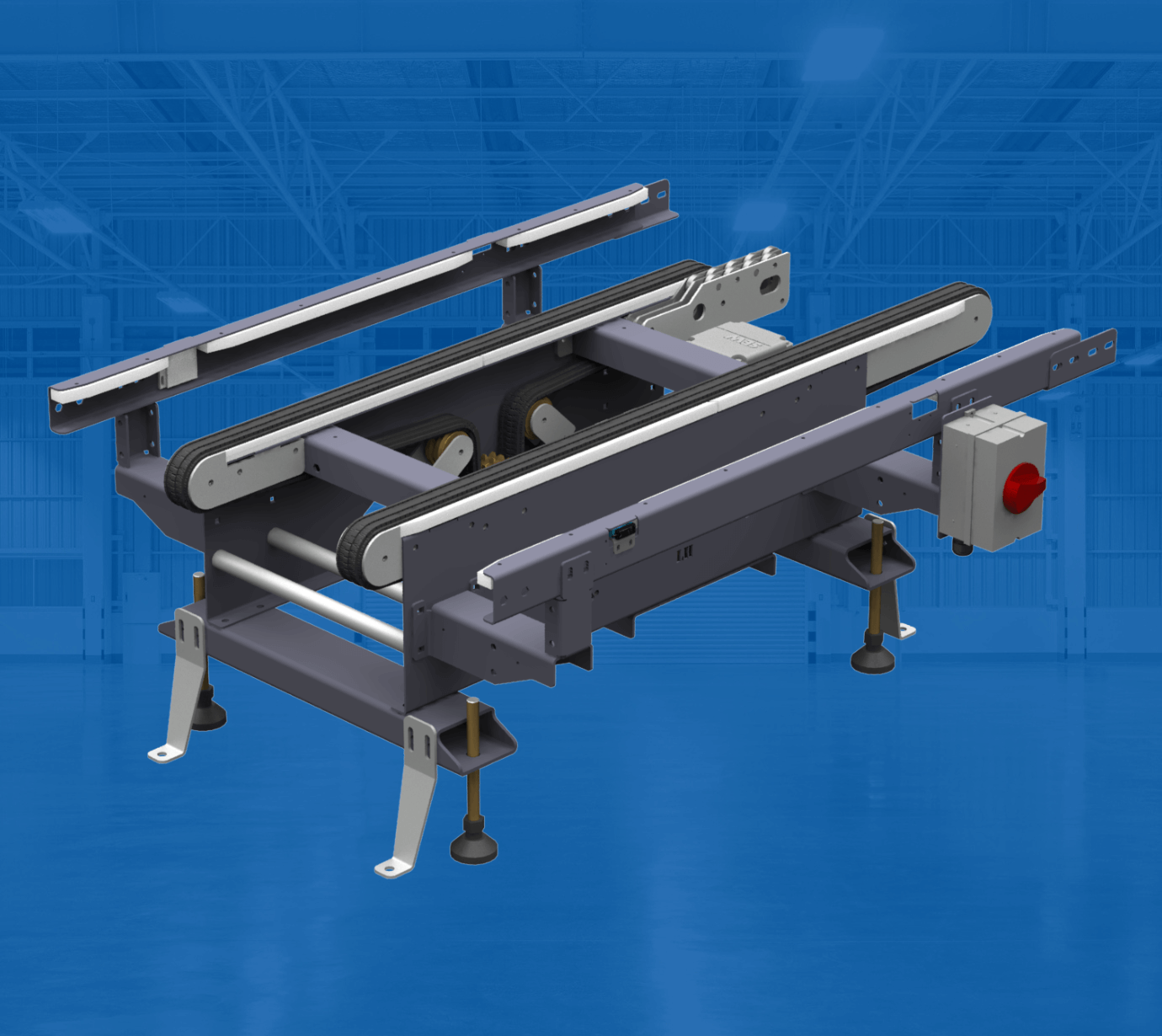
Band Drive Roller (BDR) Conveyor: BDR conveyors utilize a high-power AC motor and a drive shaft to drive each roller separately. The rollers are connected in parallel and driven individually, providing flexibility and power for various load capacities. BDR conveyors are often employed in applications that require heavy-duty transportation or where specific speed control is necessary.
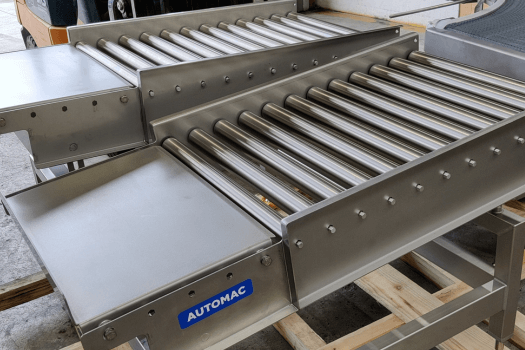
Non-Driven (Gravity) Roller Conveyor: Non-driven roller conveyors rely on gravity to move products along a decline. They are often used for simple material flow or as accumulation zones. Specialized rollers can be used in gravity-driven roller conveyors to control the speed of products moving down a decline. The automatic braking feature slows down or stops the items to prevent collisions or maintain a controlled flow.
")
")
")

")