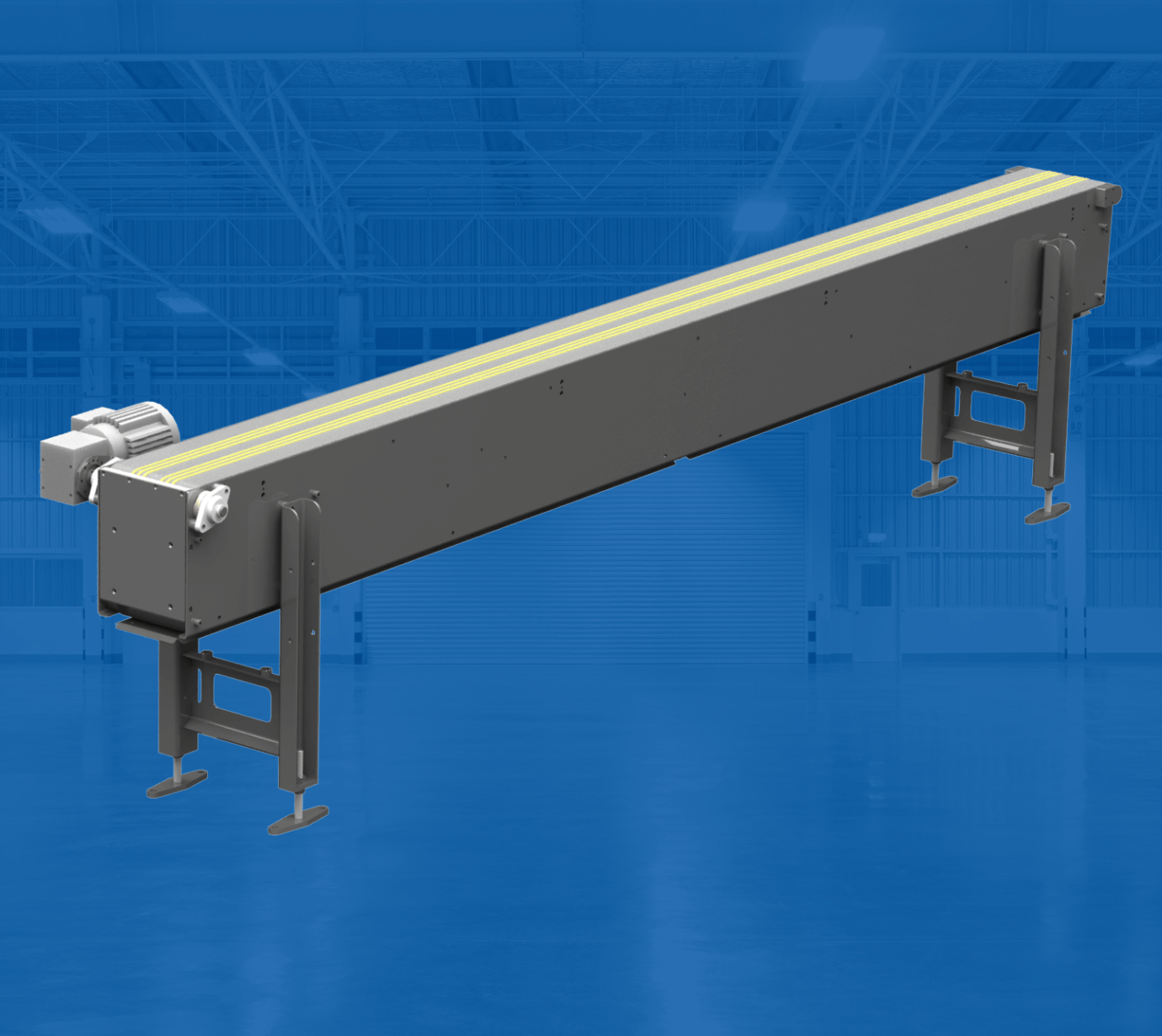
The ARB Conveyor, or Activated Roller Belt Conveyor, revolutionizes material handling with its innovative technology. The belts features a series of embedded rollers that can be selectively activated, creating a dynamic surface that smoothly and precisely controls product movement. Experience optimized material flow and increased throughput with the advanced capabilities of the ARB Conveyor.
ARB conveyors find applications in various industries and scenarios, including:
– Tight Corners: The rollers and diverting surfaces allow products to smoothly change direction without the need for additional conveyor components or space consuming conveyor bends.
– Reject or Sorting Systems: Commonly used in reject or sorting systems, where products can be diverted from the main flow. The activated rollers and provide controlled and efficient distribution of items.
– Box Turning: Ideal for box turning applications, where packages or boxes need to be reoriented or rotated to a specific orientation for downstream processes like labeling, scanning, or packaging.
– Alignment Applications: Well-suited for product alignment or centering tasks. Using a skid plate to permanently activate the rollers, products can travel towards one side of the conveyor to align against a side wall or guide rail.
")
")
")

")
")
")